 Главная
ГлавнаяЦель обточки состоит в том, чтобы придать алмазу форму будущего бриллианта в плане, подготовить алмаз к огранке и улучшить качество алмаза путем выведения всех или некоторых дефектов.
Форма будущего бриллианта в значительной мере зависит от исходной формы необработанного алмаза. Современные станки позволяют выполнять обточку алмазов под одну из следующих форм: круглую, овальную, грушевидную «челночок» (маркиз). Заготовки этих форм и их ориентация в распиленных полуфабрикатах показаны на рис. 113.
 Как видно, размеры любой обточенной заготовки ограничены формой и размерами исходного алмазного сырья. Главная задача обточки состоит в том, чтобы получить заготовку определенной формы с максимальными размерами по рундисту в обточенном состоянии. В отношении круглой формы это требование сводится к получению заготовок с наибольшим диаметром. При этом высота пояска заготовки должна быть достаточной для размещения верхней части бриллианта и его рундиста.
Как видно, размеры любой обточенной заготовки ограничены формой и размерами исходного алмазного сырья. Главная задача обточки состоит в том, чтобы получить заготовку определенной формы с максимальными размерами по рундисту в обточенном состоянии. В отношении круглой формы это требование сводится к получению заготовок с наибольшим диаметром. При этом высота пояска заготовки должна быть достаточной для размещения верхней части бриллианта и его рундиста.О значении получения максимального диаметра при обточке следует сказать особо. Как было указано выше, массу круглого бриллианта определяют по формуле
P = kd3.
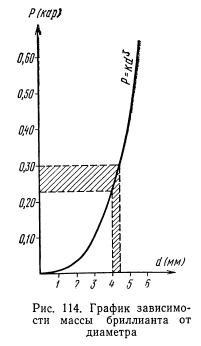
Из формулы видно, что масса бриллианта зависит от его диаметра. Незначительное увеличение величины d в правой части уравнения ведет к резкому возрастанию величины Р, т. е. массы бриллианта. Это хорошо видно также на графике зависимости массы бриллианта от его диаметра (рис. 114), где по оси абсцисс откладывают значения диаметра (в миллиметрах), а по оси ординат — массу бриллианта (в каратах).
Так, диаметру 4,0 мм на графике соответствует масса бриллианта 0,23 кар, а диаметру 4,4 мм — масса бриллианта 0,30 кар. Отсюда видно, что увеличение диаметра всего на 10% приводит к повышению массы бриллианта более чем на 30%.
Преимущественную зависимость массы от параметров заготовок в плане можно показать и для других форм бриллиантов.
Так, приближенную массу бриллиантов грушевидной формы определяют по формуле:
 где P — масса бриллианта, кар; U — коэффициент, учитывающий геометрию огранки и плотность алмаза; а — длина бриллианта, мм; b — ширина бриллианта, мм; h — высота бриллианта, мм.
где P — масса бриллианта, кар; U — коэффициент, учитывающий геометрию огранки и плотность алмаза; а — длина бриллианта, мм; b — ширина бриллианта, мм; h — высота бриллианта, мм.Как видно из формулы, масса бриллианта прямо пропорциональна величинам а, b и h. Величины а и b определяют размеры бриллианта в плане. Получение наибольших значений указанных параметров, а следовательно, и наибольшей массы бриллианта зависит только от мастерства и умения обточника.
 Получение наибольших параметров заготовок при минимальных потерях сырья является необходимой и важнейшей предпосылкой достижения высоких выходов годного при изготовлении бриллиантов. Как показывает анализ потерь алмаза по операциям технологического цикла, при распиливании потери незначительны и лимитируются в основном толщиной распиловочного диска. Огранщик, имея заготовку определенной формы и размеров и выполняя огранку фацетов под строго заданными углами наклона, почти не может повлиять на конечный выход годного. Операция обточки имеет в этом смысле решающее значение, так как достижение исходной формы заготовок с наименьшими потерями определяет и массу готового бриллианта, и общий выход годного.
Получение наибольших параметров заготовок при минимальных потерях сырья является необходимой и важнейшей предпосылкой достижения высоких выходов годного при изготовлении бриллиантов. Как показывает анализ потерь алмаза по операциям технологического цикла, при распиливании потери незначительны и лимитируются в основном толщиной распиловочного диска. Огранщик, имея заготовку определенной формы и размеров и выполняя огранку фацетов под строго заданными углами наклона, почти не может повлиять на конечный выход годного. Операция обточки имеет в этом смысле решающее значение, так как достижение исходной формы заготовок с наименьшими потерями определяет и массу готового бриллианта, и общий выход годного.